|
化工自吸管道泵设计与应用中图分类号:TQ 051.21
文献标识码:B
符号说明
qV——泵额定体积流量,m3/h
H——泵额定扬程,m
n——泵额定转速,r/min
NPSH——泵汽蚀余量,m
ns——泵比转数
Do——叶轮进口边直径,m
D——管线直径,m
D2——叶轮外径,m
Ku2——叶轮出口圆周系数
KD2——叶轮外径修正系数
b2——叶轮出口宽度,m
Kb2——叶轮出口宽度统计系数
Z——叶轮叶片数
F8——涡室最大截面面积,m2
Fi——第i截面面积,m2
Kv3——螺旋涡室中的流速系数
Kf8——涡室截面修正系数
S——回流孔面积,m2
Ks——回流孔经验系数
Vc——储液室体积,m3
Vq——气液分离室体积,m3
β1——叶轮叶片进口安放角,(°)
β2——叶轮叶片出口安放角,(°)
N——泵的轴功率,kW
η——泵效率,%
Hs——泵自吸高度,m
ts——泵自吸时间,s
δ——叶轮叶片厚度,m
h1——泵进出口中心线高度,m
h2——泵体高度,m
d——泵进口内径,m
C——泵进口高度裕量,m
在化工产品的工艺炼制或转输过程中,离心泵的应用已经相当普及,但在某些负压(如铁路槽车液体的接卸,地下罐液体的倒送,海河码头液体的下卸及汽车槽罐液体的转运等)场合,由于其没有吸气排空的自吸性能,无法实现输液功能。此外,大多数化工产品均具有腐蚀性,对这些特殊的场合如采用吸空设备和输液设备联合卸液,势必增加设备投资,且操作变得复杂。而目前已经开发的卧式自吸离心泵,虽有吸空和输液功能,但无法在露天使用(无法缩短输液距离),且又受泵房的约束,很难达到卸液的目的和效果。针对上述现状,根据用户提出的要求,笔者成功地研制开发了一种化工自吸管道泵,并获得了国家专利。现以80HGZB-80型化工自吸管道泵为例,阐述其研制和设计的特点,并介绍了在线运行的一些情况。
1 设计要求和结构型式
1.1 设计要求
qV=50m3/h,H=80m,n=2950r/min,NPSH≤4m,D=80mm。输送介质为硫酸、盐酸和碱,要求泵自带自吸机构,既能自吸又能输液,泵为立式,泵进出口直径应在同一水平线上。
1.2 结构型式
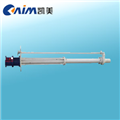
结合普通管道泵机泵一体及自吸泵自吸机理,在考虑了腐蚀性情况后,设计了如图1所示的外混式化工自吸管道泵。设计时主要考虑:①腐蚀性介质气化因素,为保护电机的内部结构并避免污染环境,采用适用于室外使用并带法兰盘的防爆电机。②凡与液体过流接触的零件均采用0Cr23Ni28Mo3Cu3Ti的抗腐蚀性材料。泵轴通过热处理达到HB269~302。③所有密封垫均采用聚四氟乙烯,螺塞以及紧固件均采用3Cr13。④泵的单向拍门采用铰链式结构,密封面材料选用聚四氟乙烯,压板采用0Cr23Ni28Mo3Cu3Ti。⑤采用滚动轴承支撑轴,并将其设计在机械密封之上,隔离腐蚀介质。滚动轴承与泵轴为较大的间隙配合,方便机械密封座的拆卸、安装和维修。⑥泵密封采用耐腐蚀、耐磨损且耐中压的108u-055型机械密封。⑦泵进出口设计在同一水平线上,相错180°。⑧联轴器采用分体的刚性对开式联轴器,可以脱开电机主轴和泵轴,使之留有一轴向空间,机械密封座等零件可以取出。⑨考虑到液体不同的温度和密度,配套功率选用45kW。
1.涡壳 2.滚动轴承 3.储液室 4.泵 出口 5.气液分离室 6.防爆电动机
7.泵进口 8.单向拍门 9.进口座 10.吸入 室 11.刚性对开式联轴器 12.泵轴
13.箱体 14.机械密封座 15.机械密封 16. 泵盖 17.叶轮口环 18.离心叶轮 19.泵体
2 工作原理
由于吸入室和泵进出口在一定的高度,所以在启动前泵内已储有一定量液体。当泵启动后,叶轮高速旋转,在离心力作用下,将储液室和吸入管路中的空气一起吸入,气液混合物通过叶轮、隔舌和压水室扩散管被排到气液分离室中,由于流速降低,较轻气体从混合气液中分离出来,并通过泵出口逸出,而较重液体通过箱体和泵体相连通的回流孔回到涡壳,返回叶轮,重新与气体混合,继续参与排气的分离作用。依此循环,直到泵及吸入管的气体全部被排尽为止,即完成自吸过程,泵便投入正常的输液运行。
3 主要结构特点
①利用泵本身内部的结构而不需外部任何附加辅助装置就可完成自吸功能,集自吸与输液功能为一体,结构新颖。②采用立式结构,占地面积小,减少了管道系统中的管道附件。③在整个自吸和输液过程中,机械密封的冷却和润滑均靠被输送液体来实现,无需外加液体和附加管道。④采用分离式刚性对开式联轴器,可不拆卸电动机和外壳,就能更换滚动轴承及机械密封等零件,拆装维修相当方便。⑤叶轮的轴向力均靠其自身结构平衡,不需另加零件。
4 水力设计
该泵设计方法与离心泵基本相同。但由于其结构的特殊性以及水力损失的不同,在具体的参数设计上应对以下各参数进行修正和补充,否则就达不到设计要求。
6 实际应用
2台80HGZB-80型化工自吸管道泵于1996年9月送往大庆某化学助剂厂,用于接卸铁路槽车中的硫酸和碱。在约4.5m高的负压接卸条件下,克服了气阻,约2min便完成吸空引液的任务,转入正常的输液工作,约80min即卸完槽罐中的液体,效果极佳。该泵已使用2年多,一切正常。
7 结语
80HGZB-80型化工自吸管道泵具有自吸性能优良,运行平稳,工作可靠,噪音小,泄漏量少,便于维修及更换密封等特点。同时缩短了接卸液体的时间,加快了槽罐车的周转率,提高了生产效率,具有一定的推广价值。笔者还开发了50HGZB-32型化工自吸管道泵,并已应用于相应的化学工业中。
|