西门子将电气化、自动化、数字化的力量融入各行各业,以前所未见的高度、速度、精度和深度,让关键所在,逐一实现。
德国制造: 现货 联 系 人: 黄勇《黄工》 24小时联系手机: 13701633515
全新原装: 参数
质量保证: 保修 直线销售 电 话: 021-61311931 在 线 商 务 QQ: 77956468
西门子802D数控系统铣床及加工中心操作面板
西门子802D系统是西门子公司在2002年,针对中国大陆市场发行的一款全简体中文的数控系统它以其友好的操作界面强大的数控加工功能在国内数控机床中占有了非常大的比重西门子802D系统是西门子840D系统的简化版,拥有大部分840D的数控功能,窗口式操作界面,极大的方便操作人员的使用,并拥有非常强大的维护、诊断功能。

SIEMENS 802D系统面板
SIEMENS 802D面板介绍
| 按 钮 | 名 称 | 功 能 简 介 |
| | 紧急停止 | 按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭 |
| | 点动距离选择按钮 | 在单步或手轮方式下,用于选择移动距离 |
| | 手动方式 | 手动方式,连续移动 |
| | 回零方式 | 机床回零;机床必须首先执行回零操作,然后才可以运行 |
| | 自动方式 | 进入自动加工模式。 |
| | 单段 | 当此按钮被按下时,运行程序时每次执行一条数控指令。 |
| | 手动数据输入(MDA) | 单程序段执行模式 |
| | 主轴正转 | 按下此按钮,主轴开始正转 |
| | 主轴停止 | 按下此按钮,主轴停止转动 |
| | 主轴反转 | 按下此按钮,主轴开始反转 |
| | 快速按钮 | 在手动方式下,按下此按钮后,再按下移动按钮则可以快速移动机床 |
| | 移动按钮 |
|
| | 复位 | 按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等。 |
| | 循环保持 | 程序运行暂停,在程序运行过程中,按下此按钮运行暂停。按 |
| | 运行开始 | 程序运行开始 |
| | 主轴倍率修调 | 将光标移至此旋钮上后,通过点击鼠标的左键或右键来调节主轴倍率。 |
| | 进给倍率修调 | 调节数控程序自动运行时的进给速度倍率,调节范围为0~120%。置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动。 |
| | 报警应答键 |
|
| | 通道转换键 |
|
| | 信息键 |
|
| | 上档键 | 对键上的两种功能进行转换。用了上档键,当按下字符键时,该键上行的字符(除了光标键)就被输出。 |
| | 空格键 |
|
| | 删除键(退格键) | 自右向左删除字符 |
| | 删除键 | 自左向右删除字符 |
| | 取消键 |
|
| | 制表键 |
|
| | 回车/输入键 | (1)接受一个编辑值。(2)打开、关闭一个文件目录。(3)打开文件 |
| | 翻页键 |
|
| | 加工操作区域键 | 按此键,进入机床操作区域 |
| | 程序操作区域键 |
|
| | 参数操作区域键 | 按此键,进入参数操作区域 |
| | 程序管理操作区域键 | 按此键,进入程序管理操作区域 |
| | 报警/系统操作区域键 |
|
| | 选择转换键 | 一般用于单选、多选框 |


西门子6DD系列产品6DD1600-0AK0特价销售
西门子6DD系列产品6DD1600-0AK0特价销售,SIMADYN D PM6,快速的64位CPU模块与二进制输入、L和C总线

西门子6DD系列产品6DD1600-0AK0特价销售定位:
西门子6DD系列产品6DD1600-0AK0与 SIMATIC S7 相互补充的高性能闭环控制系统
1、可集成在SIMATIC S7-400中 (利用 FM 458, EXM438, 448)
2、所有部件均可与SIMATIC PCS7集成,
3、高速 数字控制系统, 价格/性能比高于 SIMATIC S7
4、可集成在变频器中 (工艺板 -T400)
实现开环、闭环控制、数据采集、通讯等功能
| 6ES71556AA000BN0 | IM155-6 PN 标准型, 含模块和总线适配器 BA 2X RJ45 |
| 6ES71556AU000BN0 | IM155-6 PN 标准型, 含模块, 不含总线适配器 |
| 6ES71556AU000CN0 | IM155-6 PN 高性能型, 含模块, 不含总线适配器 |
| 6ES71556BA000CN0 | IM155-6 DP 高性能型, 含模块, 含DP接头(6ES7972-0BB70-0XA0) |
| 6ES71936AR000AA0 | 总线适配器BA 2×RJ45 |
| 6ES71936AF000AA0 | 总线适配器BA 2×FC快连式 |
| 6ES71936AP000AA0 | 总线适配器BA 2×SCRJ光纤 |
| 6ES71316BF000BA0 | 8DI, 24VDC, 标准型, 适用A0型基座单元 |
| 6ES71316BH000BA0 | 16DI, 24VDC, 标准型, 适用A0型基座单元 |
| 6ES71316BF000CA0 | 8DI, 24VDC, 高性能型, 适用A0型基座单元 |
| 6ES71316BF600AA0 | 8DI, 24VDC, 源型输入, 基本型, 适用A0型基座单元 |
| 6ES71316TF000CA0 | 8DI, NAMUR, 高性能型, 适用A0型基座单元 |
| 6ES71316FD000BB1 | 4DI, 120..230VAC, 标准型, 适用B1型基座单元 |
| 6ES71326BD200BA0 | 4DO, 24VDC/2A, 标准型, 适用A0型基座单元 |
| 6ES71326BD200CA0 | 4DO, 24VDC/2A, 高性能型, 适用A0型基座单元 |
| 6ES71326BF000BA0 | 8DO, 24VDC/0.5A, 标准型, 适用A0型基座单元 |
| 6ES71326BF000CA0 | 8DO, 24VDC/0.5A, 高性能型, 适用A0型基座单元 |
| 6ES71326BF600AA0 | 8DO, 24VDC/0,5A, 漏型输出, 基本型, 适用A0型基座单元 |
| 6ES71326BH000BA0 | 16DO, 24VUC/0.5A, 标准型, 适用A0型基座单元 |
| 6ES71326FD000BB1 | 4DO, 24..230VAC/2A, 标准型, 适用B1型基座单元 |
| 6ES71326HD000BB0 | 4RO, 120VDC-230VAC/5A NO, 标准型, 适用B0型基座单元 |
| 6ES71326GD500BA0 | 4RO, 24VDC/2A, CO, 标准型, 适用A0型基座单元 |
| 6ES71346GD000BA1 | 4AI, I, 2/4-WIRE, 标准型, 适用A0或A1型基座单元 |
| 6ES71346HD000BA1 | 4AI, U/I, 2-WIRE, 标准型, 适用A0或A1型基座单元 |
| 6ES71346HB000DA1 | 2AI, U/I, 2/4-WIRE, 高速型, 适用A0或A1型基座单元 |
| 6ES71346HB000CA1 | 2AI, U/I, 2/4-WIRE, 高性能型, 适用A0或A1型基座单元 |
| 6ES71346JD000CA1 | 4AI, RTD/TC, 2/3/4-WIRE, 高性能, 适用A0或A1型基座单元 |
| 6ES71346JF000CA1 | 8AI, RTD/TC 2-WIRE, 高性能型, 适用A0或A1型基座单元 |
| 6ES71346PA000BD0 | 电能测量模块, 适用D0型基座单元 |
| 6ES71356HD000BA1 | 4AO, U/I, 标准型, 适用A0或A1型基座单元 |
| 6ES71356HB000DA1 | 2AO, U/I, 高速型, 适用A0或A1型基座单元 |
| 6ES71356HB000CA1 | 2AO, U/I, 高性能型, 适用A0或A1型基座单元 |
| 6ES71376AA000BA0 | 支持ASCII, 3964R, USS, Modbus |
| 6ES71376BD000BA0 | IO-LINK主站模块, CM 4xIO-LINK |
| 6ES71386AA000BA0 | TM Count 1 x 24 V, 高速计数模块 |
| 6ES71386BA000BA0 | TM POSINPUT 1, 计数及位置检测模块, 支持SSI编码器 |
西门子数控系统产品种类
西门子数控系统是西门子集团旗下自动化与驱动集团的产品,西门子数控系统SINUMERIK发展了很多代。目前在广泛使用的主要有802、810、840等几种类型。
用一个简要的图表对西门子各系统的定位作描述如下: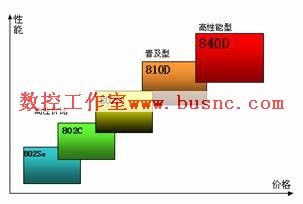
西门子各系统的性价比较
1) SINUMERIK 802D
具有免维护性能的SINUMERIK802D,其核心部件 - PCU (面板控制单元)将CNC、PLC、人机界面和通讯等功能集成于一体。可靠性高、易于安装。
SINUMERIK802D可控制4个进给轴和一个数字或模拟主轴。通过生产现场总线PROFIBUS将驱动器、输入输出模块连接起来。
模块化的驱动装置SIMODRIVE611Ue配套1FK6系列伺服电机,为机床提供了全数字化的动力。
通过视窗化的调试工具软件,可以便捷地设置驱动参数,并对驱动器的控制参数进行动态。
SINUMERIK802D集成了内置PLC系统,对机床进行逻辑控制。采用标准的PLC的编程语言Micro/WIN进行控制逻辑设计。并且随机提供标准的PLC子程序库和实例程序,简化了制造厂设计过程,缩短了设计周期。
2) SINUMERIK 810D
在数字化控制的领域中,SINUMERIK 810D第一次将CNC和驱动控制集成在一块板子上。
快速的循环处理能力,使其在模块加工中独显威力。
SINUMERIK 810D NC软件选件的一系列突出优势可以帮助您在竞争中脱颖而出。例如提前预测功能,可以在集成控制系统上实现快速控制。
另一个例子是坐标变换功能。固定点停止可以用来卡紧工件或定义简单参考点。模拟量控制控制模拟信号输出;
刀具管理也是另一种功能强大的管理软件选件。
样条插补功能(A,B,C样条)用来产生平滑过渡;压缩功能用来压缩NC记录;多项式插补功能可以提高810D/810DE运行速度。
温度补偿功能保证您的数控系统在这种高技术、高速度运行状态下保持正常温度。此外,系统还为您提供钻、铣、车等加工循环。SINUMERIK 840D
3) SINUMERIK 840D
SINUMERIK 840D数字NC系统用于各种复杂加工,它在复杂的系统平台上,通过系统设定而适于各种控制技术。840D与SINUMERIK_611数字驱动系统和SIMATIC7可编程控制器一起,构成全数字控制系统,它适于各种复杂加工任务的控制,具有优于其它系统的动态品质和控制精度。
看到很多网友问学习PLC的方法, 现将我个人学习PLC编程的心得总结如下,大家有更好的方法请补充:
1.有一定的电工基础-----掌握传感器、接近开关、编马器、气动元件等常用器件的使用及继电器控制原理。
2.再学数制及数制转换-----掌握二进制、八进制、十六进制、BCD码、ASCI码的概念。
3.选择你所在地区流型的PLC品牌做为学习的机种.---------学会后可以更好的与实际工作对接。
4.买台手提电脑(配制不低于CPU最好是双核或以上 ,1G内存,硬盘80G,带串口)----必备学习及外出干活的工具。
5. 学会电脑的基本操作,如开机关机、文件保存以及WORD、EXCEL办公软件的基本应用(电脑使用者必会);常用软件的安装与卸载(如编程软件的安装和卸载);打字(用于程序起名及加注释)。
6.寻找PLC编程软件及仿真软件、教学软件(当然还要学会使用它们)。-----必备学习用具。
7. 买相关书及视频教材(电工论坛有欧姆龙,西门子,松下PLC视频教程直播)。-----学习资料。
8. 找齐该PLC编程手册、使用手册、使用案例,可从网上收集或参加产品推广会获得。----工作中肯定会用到的资料.
9. 以上准备好后,您可以自学PLC了,一般来说PLC梯形图的基本指令好学,其逻辑关系与继电器控制原理图相通。但功能指令就难很多了。
10.最好是到有实力口碑好的学校培训.-----比起自学可缩短学习时间,学得更系统,还可多交恩师、学友以利于今后发展。
11. 用一切办法多结识周围的同行、PLC厂家、代理商,以便于得到他们的帮助及有用的信息。
12. 坚持学习,多与同行交流,多动手实践.-----编程是理论与技能高度结合的,应多看书多实践才能提高编程技术。
13. 当外出包工程时,还要准备该类型PLC程序解密软件------因为有时你会忘记自己程序中已加的密码,还有时是别人加密的程序,客户要你J将它再、增加新功能、修改参数、将原来定时停机的程序删除。这也是很多人找解码软件的原因。
