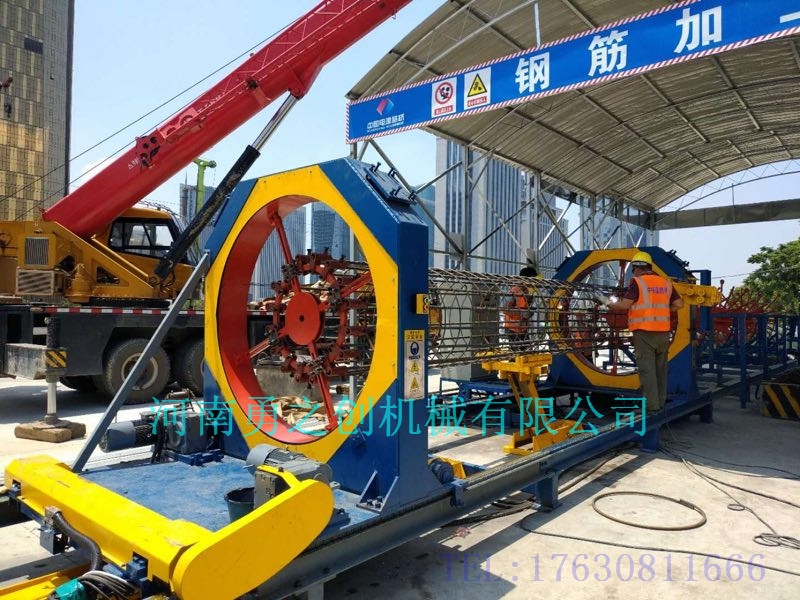
湖北省武汉市【数控钢筋笼滚焊机】生产厂家



hina”竟成为低廉制造业的代名词,被烙上了代工、质低下、模仿等印记。但今时不同往日,今天的中,从可下海底采冰的“一号”钻井平台到可上九天揽月的“天宫一号”飞行器,再到速度第一的“复兴号”高铁等等这些成都在向全表明,今天的“aeinChina”踏着第次工业革命的浪潮,向着中创造、中智造转变。都说凡事都有双面,变革也不例外,也是一把双刃剑。每一次变革不仅对于一家企业,乃
东华测试,涨幅分别为13.91%、10.91%、10.15%、10.03%和9.42%。跌幅前五的个股为龙溪股份、道森股份、爱司凯、冀东装备和智慧农业,跌幅分别为-11.85%、-11.99%、-13.03%、-15.57%和-17.52%。行业动态2017年9月份挖掘机销售10496台,同比+92.27%,环比+20.45%,1-9月累计销台,累计同比+100%。其中,三一重工销2404台,

材料要求和设备机具配置(1)钢筋进场时,应附有出厂质量证明书或出厂检验报告单,应进行外观检查,并将外观检查不合格的钢筋及时剔除。核对每捆或每盘钢筋上的标志是否与出厂质量证明书的型号,批号(炉号)相同,规格及型号是否符合设计要求。
(2)主要施工机具设备有对焊机及配套的对焊平台,调直机,除锈机或钢丝刷,钢筋切断机,钢筋弯曲机,电焊机,绝缘鞋,防护深色眼镜,其数量配备根据加工厂大小确定。技术要求(1)所使用的机械及设备具有合格的出厂证明及使用期限。 (2)在大面积进行钢筋笼加工及安装前进行施工工艺试验,确定工艺参数。
(3)钢筋笼的直径,钢筋间距,垂直度等应符合设计及规范要求。施工准备要求:钢筋到达现场,其品种,级别和规格符合设计要求,并附有产品合格证,附件清单和有关材质报告单或检查报告,现场质检员已按要求进行外观检查,并按60t为验收批进行力学性能抽验。
道】2017年10月18日,2017年中(临沂)第十届工程机械名优产品博览隆重开幕。作为本届展的承办单位,临沂市工程机械商在10月16日组织中路面机械网等行业媒体走访临沂当地员企业,了解企业情况、听取意见建议、协调有关问题、推进商发展。2017-10-1911:29[详情]坚守初心并肩前行“感恩之旅—关爱2017”玉柴重工服务月专题从心出发成就价值——2017山推客户关爱行专题报道
密达、平湖英厚、华夏视科、晟图机械等企业成为展的新宠,在展上展示了创新设备和最新技术,并有了突破的进展。最大的内展团北大方在展出H系列、K系列、
系列、W系列产品的同时,还重点展示了方印捷K6000+系列黑白数字印刷,这台设备成为最快的单页纸双面数字印刷,其中K6320双面印刷速度为314印/分(A4幅面),168印/分(A3幅面)。另一台方桀鹰
5000系列高速宽幅黑白
湖北省武汉市【数控钢筋笼滚焊机】生产厂家
数控弯曲中心特点
2-32钢筋弯曲中心
湖北省武汉市【数控钢筋笼滚焊机】生产厂家

热轧圆盘条,热轧带肋钢筋的检验应符合规定;正式焊接前进行可焊性试验和焊接参数试验,取得相应的焊接参数;按材料表或技术交底书进行配料;砌筑隔离围墙,修建钢筋加工棚,对场地进行硬化,修整完善排水系统,规划场地。
施工要求 钢筋储存钢筋的外观检查合格后,应按钢筋品种,等级,牌号,规格及生产厂家分类堆放,不得混杂,且应设立识别标志。钢筋在储存过程中应避免锈蚀和污染,宜在库内或棚内存放,露天堆置时,应架空存放,离地面不宜小于300mm,应加以遮盖。
钢筋的除锈加工方法钢筋均应清除油污和捶打能剥落的浮皮,铁锈。大量除锈,可通过钢筋冷拉或钢筋调直机调直过程中完成;少量的钢筋除锈,可采用电动除锈机或喷砂方法除锈,钢筋局部除锈可采取人工用钢丝刷或砂轮等方法进行。
注意事项及质量要求如除锈后钢筋表面有严重的麻坑,斑点等。已伤蚀截面时,应降级使用或剔出不用,带有蜂窝状锈迹钢筋,不得使用。钢筋配料配料单编制:钢筋应平直,无局部弯折,对弯曲的钢筋应调直后使用。调直可采用冷拉或调直机调直冷拉法多用于较细钢筋的调直,调直机多用于较粗钢筋的调直。
两机头弯曲中心
湖北省武汉市【数控钢筋笼滚焊机】生产厂家
?4、召开日期和时间:??(1)现场议召开日期和时间:2017年11月7日(星期二)下午14:30。??(2)网络投票时间:??通过深圳证券交易所交易进行网络投票的时间为2017年11月7日交易日9:30~11:30,13:00~15:00;??通过深圳证券交易所互联网投票投票的开始时间(2017年11月6日15:00)至投票结束时间(2017年11月7日15:00)间的任意时间。??5

采用冷拉法调直时应匀速慢拉,Ⅰ级钢筋冷拉率应≦2﹪,牌号钢筋冷拉率应≦1﹪.用调直机调直钢筋时,表面伤痕不应使截面面积减少5﹪以上。调直后的钢筋应平直,无局部弯折,冷拔低碳钢筋表面不得有明显擦伤。钢筋下料。
下料前认真核对钢筋规格,级别及加工数量,无误后按配料单下料。 钢筋弯曲成型前,应根据配料表要求长度分别截断,通常用钢筋切断机进行。在缺乏设备时,可用断丝钳,手动液压切断。在钢筋切断前,先在钢筋上用粉笔按配料单标注下料长度将切断位置做明显标记,切断时,切断标记对准刀刃将钢筋放入切割槽将其切断。
应将同规格钢筋根据不同长短搭配,统筹排料;一般先断长料。后断短料,一减少短头和损耗。避免用短尺量长料,防止产生累计误差,应在工作台上标出尺寸,刻度,并设置控制断料尺寸用的挡板。切断过程中如发现劈裂,缩头或严重的弯头等,必须切除,切断后钢筋断口不得有马蹄形或起弯等现象,钢筋长度偏差不得小于±10mm 4.4.4 钢筋半成品宜在加工棚内集中加工。

湖北省武汉市【数控钢筋笼滚焊机】生产厂家
数控钢筋弯曲中心
港投资人爆料:贾跃亭在美的“金蝉脱壳”计划521440麦当劳改名金拱门网友戏称KC可更名为"开封菜"617942新西兰80后女当选6天出狠招:外人买房没门715895奇人鲁冠球:1992年明晰万向产权资本产业两手抓814608制造业劳动成本过高汽车制造业告别澳大利亚买通买通在线申请买通免费网络在线咨询免费网络咨询联系我们:400-6360-888采购通采购通在线注册登录我的员中心

钢筋的弯曲成型加工方法钢筋的弯曲成型多用弯曲机进行。螺旋形钢筋成型,小直径可用手摇滚筒成型;较粗钢筋。可在钢筋弯曲机的工作盘上设一个型钢制成的加工圆盘,盘外直径相当于需加工螺旋筋的内径,插孔相当于弯曲机扳柱间距,使用时将钢筋一头固定,即可按一般钢筋弯曲加工方法弯成所需的螺旋形钢筋。注意事项及质量要求。
钢筋弯曲时应将个弯曲点位置划出,划线尺寸应根据不同弯曲角度和钢筋直径扣除钢筋弯曲调直值。划线应在工作台上进行,如无划线台而直接以尺度量化线时,应使用长度适当的木尺接量,以防发生差错。第一根钢筋弯曲成型后,应与配料表进行复核,复核要求后再成批加工。成型后的钢筋要求形状正确,平面上浮无凹曲。弯点处无裂缝。其尺寸允许偏差为:全长±10mm,箍筋边长±5mm,箍筋边长±5mm。
钢筋的连接接头焊工必须经考试合格后持证上岗。钢筋焊接前,必须根据施工条件进行试焊向左转|向右转向左转|向右转评论 分享 收起聂建平754推荐于箍筋间距要符合图纸设计要求;主筋焊接接头要符合规范规定及接头率百分之五十,相互错开35D,主筋长度控制在规范要求内,加强箍筋不大于2M;其次就是焊接接头的质量单面焊不小于10D,焊缝的质量要求等,具体你要看一下施工规范等相关要求。追问
湖北省武汉市【数控钢筋笼滚焊机】生产厂家
湖北省武汉市【数控钢筋笼滚焊机】生产厂家。
上一篇文章(http://www.jdzj.com/jdzjnews/k2_39604678.html)
