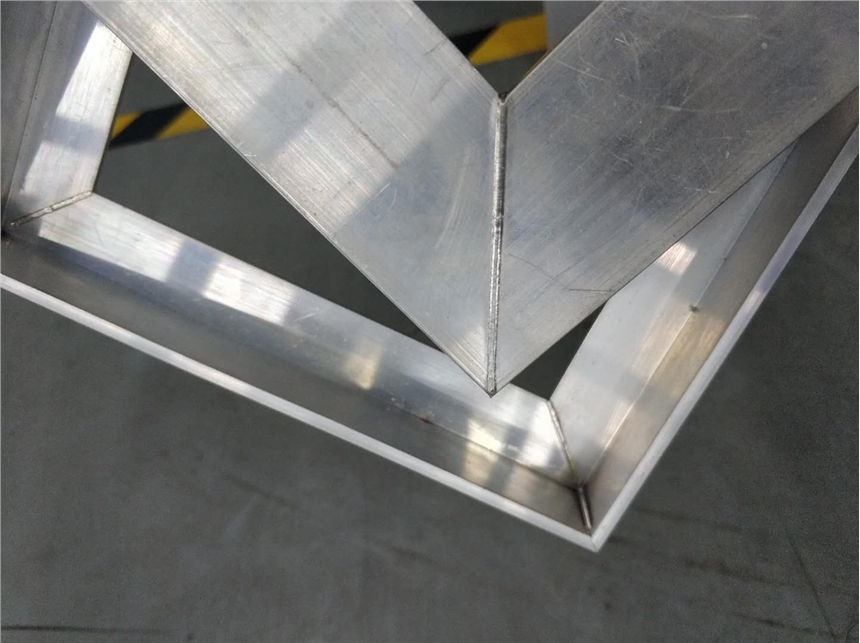
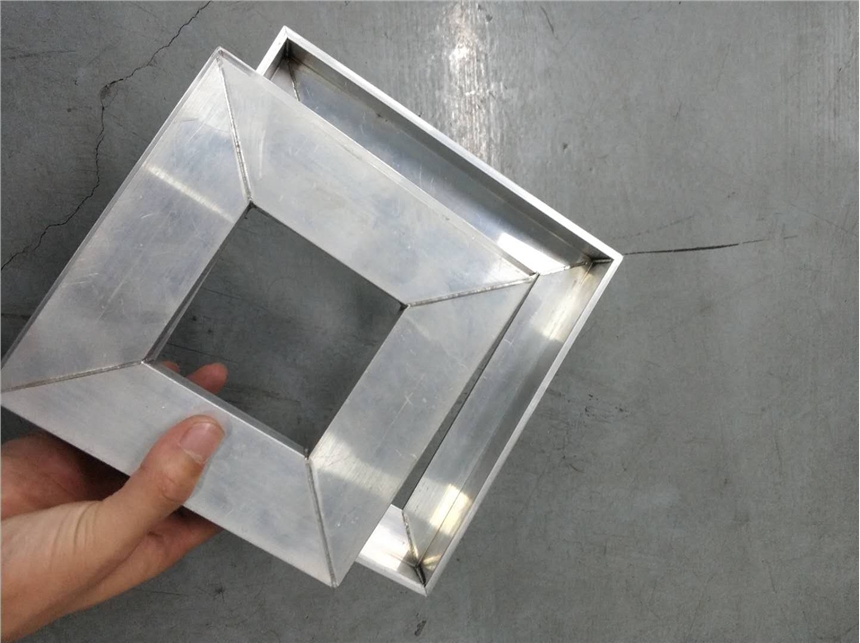
用激光焊接叶轮技术,弥补了传统电阻焊焊接的弊病。叶轮前后盖板与叶片的线密封率几乎可达100%,流道光滑精确将流道的水力损失降到最低,最大程度的保证泵的高效运行,降低客户运行成本。
叶轮既指装有动叶的轮盘,是冲动式汽轮机转子的组成部分。又指轮盘与安装其上的转动叶片的总称。还指轮盘与安装其上的转动叶片的总称。
离心通风机叶轮的叶片形状有单板型、圆弧型和机翼型等几种.机翼型叶片具有良好的空气动力学特性,效率高、强度好、刚度大。其缺点是,制造工艺复杂,并且当输送含尘浓度高的气体时,叶片容易磨损,叶片磨穿后,杂质进入叶片内部,使叶轮失去平衡而产生振动。平板型直叶片制造简单,但流动特性较差,而平板曲线后向叶片与翼型叶片相比,除高最效率点附近效率低些外,其它工况点的效率是相当接近的。
水泵叶轮光焊接的主要优点:
1.可将入热量降到最低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦最低。
2.32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填金属的使用。
3.不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至最低。
4.激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。
5.工件可放置在封闭的空间(经抽真空或内部气体环境在控制下)。
6.激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件,
7.可焊材质种类范围大,亦可相互接合各种异质材料。
8.易于以自动化进行高速焊接,亦可以数位或电脑控制。
9.焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰。
10.不受磁场所影响(电弧焊接及电子束焊接则容易),能精确的对准焊件。
11.可焊接不同物性(如不同电阻)的两种金属
12.不需真空,亦不需做X射线防护。
13.若以穿孔式焊接,焊道深一宽比可达10:1
14.可以切换装置将激光束传送至多个工作站。
水泵叶轮激光焊接机技术参数:
平均激光功率:400W
最大单脉冲能量:110J
主机耗电功率:≤14KW
焊接深度: 0 .1-2.5mm
焊点大小: 0.2-2mm
激光波长:1064nm
脉冲宽度: 0.3-20ms(可调)
连击频率: 1-100Hz
瞄准定位 : 红光定位(可选CCD)
激光器工作行程: X轴300Y轴200Z轴300(行程可选)
电力需求: 380V±10% / 50Hz / 60A
连续工作时间: ≥16h
水冷系统: 3匹/5匹(可选)激光器专用水冷箱
使用环境洁净无尘,无震源,10℃-30℃,湿度5%-85%
正信不锈钢自动激光焊接机是为满足不锈钢产品批量化、大规模化焊接生产而设计,配备油压、气动夹具,可实现三轴、四轴、五轴联动自动完成焊接工序,不锈钢自动激光焊接机具有焊接效率高、成品率高、人工成本低等优势。
- 产品
- 供应
- 公司
- 新闻