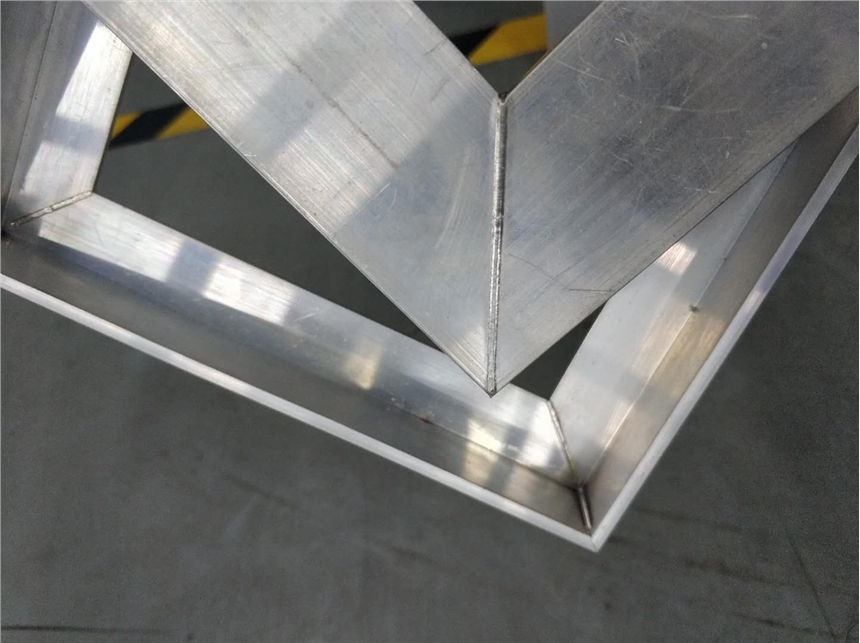
激光焊接加工
激光焊接加工是激光材料加工技术应用的重要方面之一。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
激光焊接加工机理
1、激光焊接机热传导焊接 当激光照射在材料表面时,一部分激光被反射,一部分被材料吸收,将光能转化为热能而加热熔化,材料表面层的热以热传导的方式继续向材料深处传递,最后将两焊件熔接在一起
2、 激光深熔焊 当功率密度比较大的激光束照射到材料表面时,材料吸收光能转化为热能,材料被加热熔化至汽化,产生大量的金属蒸汽,在蒸汽退出表面时产生的反作用力下,使熔化的金属液体向四周排挤,形成凹坑,随着激光的继续照射,凹坑穿人更深,当激光停止照射后,凹坑周边的熔液回流,冷却凝固后将两焊件焊接在—起。
激光焊接加工工艺方法
1、片与片间的焊接。包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等4种工艺方法。
2、丝与丝的焊接。包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等4种工艺方法。
3、金属丝与块状元件的焊接。采用激光焊接机可以成功的实现金属丝与块状元件的连接,块状元件的尺寸可以任意。在焊接中应注意丝状元件的几何尺寸。
4、不同金属的焊接。激光焊接加工焊接不同类型的金属要解决可焊性与可焊参数范围。不同材料之间的激光焊接只有某些特定的材料组合才有可能。
激光焊接加工的优缺点
优点
1、可实现多种轨迹的焊接。激光具有很强的方向性,这对于不规则材料的焊接也有很好的效果;
2、焊接牢固。激光经聚焦后光斑小,能量密度高,确保光束在很短时间内就形成一个热源区,在熔化冷却结晶后形成牢固的焊缝和焊点;
缺点
1、激光焊接加工焊接熔深小;
2、焊接接头性能差;
3、设备所需的耗材成本较高;
激光焊接加工维护及保养
l、消耗品的更换
纯水、离子交换树脂、水过滤器、励起灯、保护镜片
2、点检
A、激光发振调整
B、激光入射调整
C、光纤入射调整
D、能量平衡调整
常见的激光焊接加工类型有精密电阻焊接、激光焊、超声波焊接、微电弧点焊四种。而由于激光自身的特性,精密激光焊接加工与其它焊接加工相比起来,就具有高效环保、加工精度高等优点
激光焊接应用
制造业应用
激光焊接机在国内外汽车制造中的应用广泛。曾经在日本以CO2激光焊机替代了闪光对焊的进行钢制业轧钢卷材的连接,在超薄板焊接的研究中,比如板厚100微米以下的箔片,没有办法熔焊,但通过有特殊输出功率波形的YAG激光焊得以成功,显示了激光焊的广阔前途。
粉末冶金领域
科学技术不断发展,许多工业技术对材料都有特殊的要求,传统技术制造的材料已不能满足要求了。激光焊接机进入粉末冶金材料加工领域,为粉末冶金材料的应用带来了新的发展前景,比如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,因为结合强度低,热影响区宽尤其是无法适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接机能够提高焊接强度以及耐高温性能。
电子工业
激光焊接机在电子工业中,得到了广泛的应用。因为激光焊接热影响区小,加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出独特的优越性,在真空器件研制中,激光焊接也得到了应用。传感器或温控器中的弹性薄壁波纹片厚度在0.05-0.1mm,采用传统焊接方法很难解决,TIG焊容易焊穿,等离子稳定性不好,影响因素多而采用激光焊接效果很好,受到广泛的应用。
汽车工业
而今激光焊接机生产线已大规模出现在汽车制造业,成为汽车制造业突出的成就之一。很多汽车制造厂采用了激光焊接和切割工艺。高强钢激光焊接装配件因其优良性能在汽车车身制造中使用得越来越多。因为汽车工业批量大、自动化程度高,激光焊接设备将向大功率、多路式方向发展。