




钢制扁管散热器[怀远]钢制两柱散热器厂家定制价格
太原市怀远散热器有限公司生产的产品主要有:GZBG60-2030钢制扁管散热器_GZBG60-2060钢制两柱散热器_GZBG60-2090钢制两柱散热器厂家_GZBG60-2120钢制两柱散热器价格?GZBG60-2160钢制两柱散热器定制_GZBG60-2180钢制两柱散热器批发
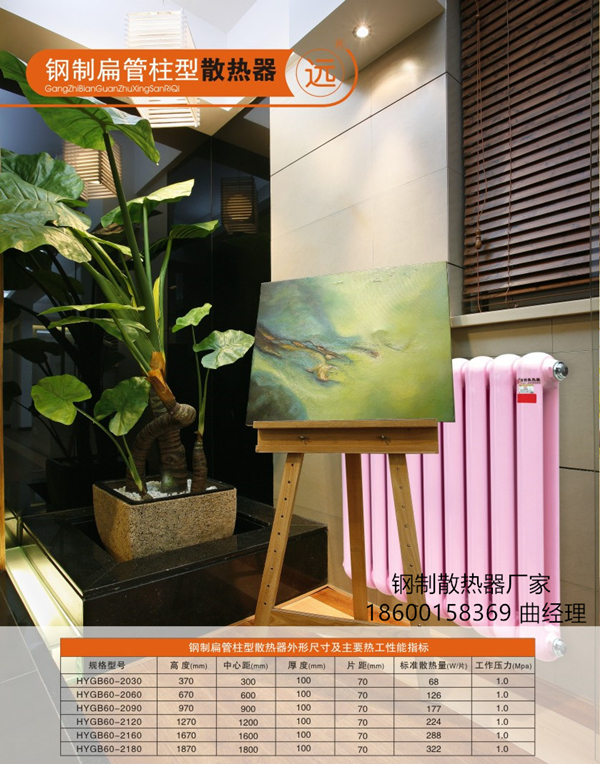
钢制两柱散热器外形尺寸及主要热工性能指标
|
规格型号 |
高度(mm) |
中心距(mm) |
宽度(mm) |
片距(mm) |
标准散热量(W/片) |
工作压力(Mpa) |
|
GBGZ60-2030 |
370 |
300 |
100 |
70 |
64 |
1.2 |
|
GBGZ60-2060 |
670 |
600 |
100 |
70 |
111 |
1.2 |
|
GBGZ60-2090 |
970 |
900 |
100 |
70 |
155 |
1.2 |
|
GBGZ60-2120 |
1270 |
1200 |
100 |
70 |
196 |
1.2 |
|
GBGZ60-2160 |
1670 |
1600 |
100 |
70 |
252 |
1.2 |
|
GBGZ60-2180 |
1870 |
1800 |
100 |
70 |
282 |
1.2 |

钢制两柱散热器的生产工艺流程:
A、焊接后对焊点的打磨
打磨强度不够,会影响散热器的外观平整度;而打磨过度会损伤基材,使得散热器打磨处变薄,影响使用寿命。“远'字牌散热器采用以下方法,解决这一问题。
1、增加片头的厚度和焊接的堆积量。
打磨比较深的部位,不是钢管而是片头和焊点。针对此情况,我们使用的片头要比钢管厚0.3mm左右;另外,前面提到的,相对比较大功率的焊机和直径比较粗的焊丝,增加了焊点的内堆积度,一定程度上避免打磨部分成为质量薄弱点的问题。
2、把一次打磨分解成不同方向不同角度的三次打磨。
虽然三次打磨增加了一些工序和工作量,这样做,既能保障打磨到位,又不至于造成打磨深度过大。以1.5mm壁厚的钢管散热器为例,粗制滥造的打磨工艺能使部分基材厚度变为1.0mm.而远牌散热器的精细打磨,外加深度焊接,能保障打磨后基材最薄处不低于1.35mm.
B 、酸洗磷化过程
本工序在散热器制作成成品后根本无法检测,很多厂家将该到工序省略,而仅仅产品表面进行抛丸(吹沙),把散热器的外表面处理干净,以使散热器表面光洁靓丽,而对散热器内部不做任何处理,防腐和表面喷塑就好比是墙面粉刷,酸洗磷化好比是在粉刷之前清理墙壁和刮腻子。如果后者做不好,前者的质量和使用寿命根本无法保障。
“远”字牌散热器酸洗磷化的工艺如下:
脱脂(25分钟)→水洗(3分钟)→酸洗(20分钟)→—水洗(3分钟)→表调(3分钟)→水洗(3分钟)→中和(10分钟)→磷化(30分钟)→水洗(3分钟)→钝化(15分钟)
以上工序时间是在水温14℃—18℃中进行的。根据水的温度不同及时调整酸洗磷化时间。

“远”字牌散热器一般打四次压:
1、单片打压:压力为1.2-1.5兆帕。
单片打压:部分厂家不太重视,如果不进行单片打压,组成后发现单片渗漏再进行修补时,由于焊枪的角度等问题,容易形成虚焊点,影响产品寿命
2、成组压:压力为1.8兆帕。
组成后打压:组成后打压发现渗透时,部分厂家为了降低成本,就用普通焊条进行表面化的修补,这样也容易造成“虚焊点”。“远”字牌散热器在进行修补的时候,先用钢钎把漏点砸成个小坑,然后用含银3%的铜焊条,融化后把小坑完全充填后再磨平,这样由于银的流动性非常好,且是深度填充,使得修补处十分牢靠。
3、酸洗磷化之后打压:压力为1.6-2.0兆帕。
酸洗磷化后打压:为防止焊接薄弱点在酸洗磷化后可能产生渗漏。
去应力打压:柱式散热器在片与片组装焊接时会产生金属应力,而应力自然消失需要数个月的时间。有一种可能性,在应力存在的时候,散热器不渗漏,而等数月之后,交付使用时才开始渗漏。为了杜绝这种现象,我们在生产过程中用高温加压(220℃)的方法人为地快速去应力,去应力之后再一次打压,确保万无一失。
4、去应力打压:压力为1.6-2.0兆帕。
应力打压, “远”字牌散热器在打压工序上做了管理制度的创新。从技术含量上讲,第二次打压的技术要求比较高,在绝大多数厂家中,组成后打压工人的工资都比较高。而在我们公司,最后一次打压工人的工资高于其他打压工人,他们的工资分为两部分,当月发工资时,只是发放一部分,另外一部分等一个采暖期过后再根据成品渗漏比例发放,发现一个漏点扣打压员工500元,这样从制度上就大大降低了漏水率。
D、毛坯烘烤
“远”字牌散热器第三次打压后,要将毛坯加热烘烤一次,一方面是为了人工去应力,以便进行去应力打压;另一方面也使散热器内部充分干燥,有利于内防腐的附着。
E、内防腐
“远”字牌散热器采用两次真空灌装防腐处理,确保万无一失。工序如下:
1、毛坯烘干
2、用专用设备:利用抽真空,使内腔产生较高负压,喷灌防腐液。
3、再烘干:180℃左右高温,烘烤30分钟。
4、再次灌装防腐液。
5、再次烘烤。(此次烘烤可和喷塑工艺交叉进行。)
H、表面喷塑
采用静电喷塑工艺,既使散热器基材带上正电,塑粉带上负电,使粉末依附于散热器的表面,然后烘干溶化,形成散热器表层的塑面。
这样做的作用有两点:第一:使得散热器外表美观。第二:外表面防腐防锈。

以上内容为北京聚众供热设备有限公司为您提供的钢制散热器相关内容,更多关于钢制柱型散热器厂家价格?钢制云梯柱型散热器厂家|钢制双排柱型散热器定制|钢制翅管柱型散热器价格等信息请持续关注我公司官网:http://www.jzgr999.com 联系热线:17710385651
![钢制弯管散热器[怀远]钢制五柱散热器厂家价格批发](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409112152270.jpg)
![钢制弯管散热器[怀远]钢制四柱散热器厂家定制价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/201804091117321079.jpg)
![钢制弯管散热器[怀远]钢制三柱散热器厂家价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409110826338.jpg)
![钢制弯管散热器[怀远]钢制两柱散热器厂家批发价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409110522414.jpg)
![钢制圆管散热器[怀远]钢制六柱散热器厂家价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409103705876.jpg)
![钢制圆管散热器[怀远]钢制五柱散热器厂家定制批发价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409103436494.jpg)
![钢制圆管散热器[怀远]钢制四柱散热器厂家定制批发价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409103144223.jpg)
![钢制圆管散热器[怀远]钢制三柱散热器厂家定制批发价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409102824116.jpg)
![钢制圆管散热器[怀远]钢制两柱散热器生产厂家定制价格](http://img.jdzj.com/UserDocument/2017y/tyshysrq/Picture/20180409102502542.jpg)
