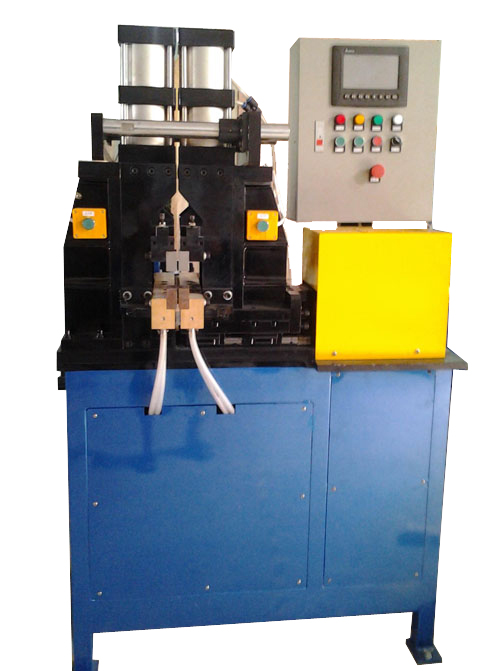
滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。
5、焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。



|
|
||||||||||||||||||||||||||||
滚焊又称缝焊,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。一般采用交流脉冲电流或调幅电流,也可用三(单)相整流、中频、高频的直流电流。滚焊广泛应用于油桶、罐头罐、暖气片、飞机和汽车油箱、火箭、导弹中密封容器的薄板焊接。一般焊接厚度在单板3mm以内。
5、焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。