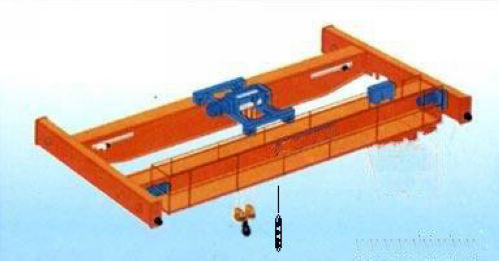
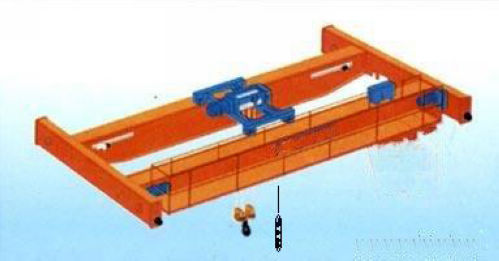
对 C型龙门起重机维修的几点建议:
1、火焰矫正原则:
a)严禁在结构的同一部位反复多次加热矫正;
b)对于重要的结构件,应避免使变形相互抵消的火焰矫正,例如不应在主梁的同断面的上、下部位布置对称的加热区;
c)重要的受力部件、杆件,火焰加热后不允许采用浇水快速冷却以免使材料变脆,通常是加热后自然冷却;
d)低碳钢的蓝脆温度为300~500℃,因此,应绝对避免在此范围内锤击,以防产生裂纹;
e)对于极重要的受力部件(如主梁),加热部位的选择应尽量避免在其最危险的断面(如主梁跨度的中间部位)。
2、拱度调整:首先要根据吊车的类型及拱度偏差,确定采用什么方法(我所知有钢板加强和钢筋张拉法)很关键,其中火焰矫正很重要。根据测绘的主梁曲线图,用焊炬加热(箱梁下腹板有肋板的位置)拱度变化最大(理论拱度与实际拱度的差)点,在800℃(经验值)左右使用水冷却,保持住拱度调整后数值,之后沿加热的第一点(长条形宽窄应由变形量的大小来确定)向两侧,根据拱度的偏差量,确定加热点的间隔,依次矫正,使拱度达到要求。
3、旁弯调整:修理旁弯和修理下挠一样,根据测量主梁的曲线图,确定加热方法和加热面积,用火焰加热旁弯凸侧有肋板位置,并把人行踏板割开几处,加热面为带状,达到700~800℃左右时(经验值),自然冷却,然后根据旁弯量的大小依次火焰矫正。这道工序很关键,如果加热温度掌握不好,容易造成另一侧旁弯。拱度和旁弯都达到标准后,可用钢板加强(梁中心处不许有对接焊缝)或用钢筋张拉法加固成形。
4、跨距调整(含对角线不等):首先,检查支腿和主梁是否垂直,跨距和对角线的尺寸偏差情况。如果跨距偏差(超限)不等,这样对角线也不等,可用抱杆和千斤顶擎住主梁,靠近应调支腿侧,减少支腿受力,用火焰加热两支腿的外侧或内侧有肋板位置。轨距小加热内侧,大加热外侧。考虑到对角线的误差,加热点成梯形,梯形的上、下底如超过80-100mm,在与上下底垂直的面上,以各自上、下底为边,加热成等边三角形,温度达到700~800℃左右时,自然冷却,必要时施加外力,使跨距达到要求的标