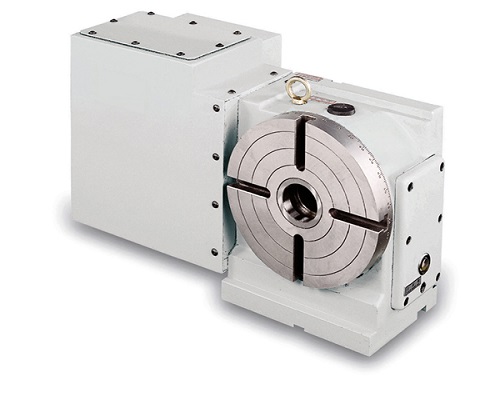
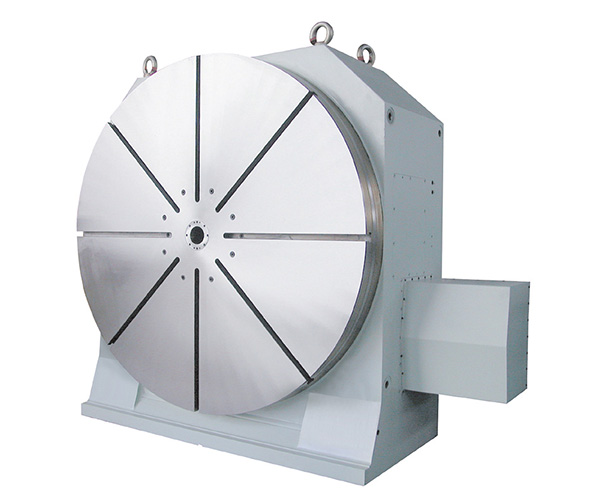
宿松县 潭兴四轴分度盘 210潭兴配纽威加工中心龙门机床

通过轴的运动三要素: 运动方式,运动位移,运动速度由 PLC 给出,而不参与系统的插补指令。
由于刀库电动机及其伺服驱动器通过 Ether CAT的总线方式并入机床的 i5 数控系统,所以刀库自动换刀的系统控制及 PLC 输入输出点位等硬件,可直接利用原 i5 数控系统提供的软 PLC 进行软件编程,以及原机床内的 PLC IO 卡达宿松县 潭兴四轴分度盘 210潭兴配纽威加工中心龙门机床到控制伺服刀库自动换刀的目
的,由此减少了再次投入硬 PLC 编辑器进行开发及控制的成本。
利用总线方式控制伺服驱动器,相比其他控制方式更稳定,并且刀库控制与 CNC 可以做到实时交互,在机床联动与刀库互锁的方面,安全性及稳定性更高。
在数控系统中将刀库伺服配置为 PLC 轴控制,宿松县 潭兴四轴分度盘 210潭兴配纽威加工中心龙门机床命名为 U 轴