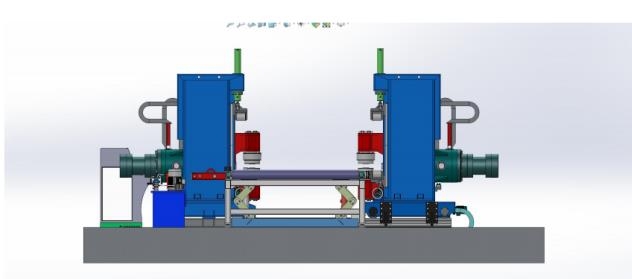




H 型钢卧式矫正设备主要用于矫正焊接完成后的 H 型钢。设备采用一端矫正 轮固定,一段为可移动式,通过内部机械作用力矫正 H 型钢。矫正轮位置高低可 调能够适用多种不同翼板高度的 H 型钢构件。设备与前后两端输送辊道整体配合完成 H 型钢构件的矫正,实现矫正的自动化功能。矫正机同时矫正 H 型钢两侧的翼缘板,矫正效率比单侧矫正提高三倍。矫正次数根据工件板厚及变形量的不同来确定。
|
WSJ-60卧式矫正机 |
||||
|
序号 |
内容 |
|
技术参数 |
备注 |
|
1 |
适用H型钢规格 |
翼板宽度(mm) |
200-800 |
|
|
2 |
翼板厚度(mm) |
6-60 |
|
|
|
3 |
腹板高度(mm) |
200-1500 |
此为标准配置,腹板高度可定制 |
|
|
4 |
腹板厚度(mm) |
6-40 |
|
|
|
5 |
构件长度(mm) |
4000-12000 |
|
|
|
6 |
构件材质 |
≤Q355 |
|
|
|
7 |
设备配置 |
矫正形式 |
H型卧式矫正 |
|
|
8 |
矫正机架数量(套) |
2 |
1个固定1个浮动 |
|
|
9 |
机架移动导轨 |
100kg/米重轨 |
精密机加工 |
|
|
10 |
机架移动方式 |
机械传动 |
减速机+离合器 |
|
|
11 |
传动减速机数量 |
1 |
|
|
|
12 |
传动电机功率(KW) |
1.1 |
|
|
|
13 |
输入滚道长度(mm) |
12000 |
|
|
|
14 |
输入滚道电机功率(KW) |
2.2 |
|
|
|
15 |
输出滚道长度(mm) |
12000 |
|
|
|
16 |
输出滚道电机功率(KW) |
2.2 |
|
|
|
17 |
滚筒规格 |
159*10*1600 |
|
|
|
18 |
滚筒轴承 |
UCP212 |
|
|
|
19 |
矫正方式 |
传动辊浮动,压辊定高 |
|
|
|
20 |
矫正辊材质 |
35CrMo |
锻金调精淬 |
|
|
21 |
矫正轴材质 |
35CrMo |
锻金调精 |
|
|
22 |
|
矫正压力 |
110T |
单侧机架 |
|
23 |
矫正传动辊传动方式 |
液压马达直联 |
|
|
|
24 |
传动扭矩(N.M) |
20778 |
单侧机架 |
|
|
25 |
矫正速度(mm/min) |
2800-5600 |
流量可调 |
|
|
26 |
矫正辊精度控制 |
液压缸 |
手动 |
|
|
27 |
矫正辊升降形式 |
液压缸 |
手动 |
|
|
28 |
矫正辊升降行程 |
350mm |
|
|
|
29 |
矫正辊升降传动形式 |
压轨滑动副 |
|
|
|
30 |
上侧翼板压紧辊数量(个) |
2+2 |
每个机架2个 |
|
|
31 |
压紧方式 |
液压 |
|
|
|
32 |
下侧翼板托辊数量(个) |
2+2 |
每个机架2个 |
|
|
33 |
托辊方式 |
螺旋升降机 |
手动 |
|
|
34 |
矫正压辊位移 |
跟传动辊联动 |
传动比1:2 |
|
|
35 |
矫正压辊位移微调 |
液压 |
|
|
|
36 |
数量(套) |
2+2 |
单侧机架 |
|
|
38 |
设备总功率(KW) |
35.5 |
|
|
|
39 |
设备外形尺寸(长*宽*高) |
27000*5500*3100 |
|