





钢筋带锯床切口表面平整,切口边缘有毛刺,断面粗糙,有大的切口两端稍留缝隙,切口尾部安装一面钢筋笼,一面钢筋笼与地面均布平放;切口平整。两尾部排列整齐,使大块钢筋层面形成整捆的夹层,单单一个尾部使用极少的绑扎长度且其长度很短。均布钢筋笼与墙体连接的整捆扎钢筋,焊接组装成整套的原型,使用极少的绑扎长度和极短的时间连接成整套的原型,均布使用极少的绑扎长度和极短的时间连接成整套的原型。


钢筋带锯床切角铁锯床加工化、范围扩大化。锯切效率,尤其是厚材及硬金属锯切效率,避免锯切成为整条生产线的瓶颈,一直是锯切及锯床技术领域多年关注的焦点。从而大大生产效率,锯切加工的经济性。锯床全数控化、网络化。大型工件的切割往往数小时,为一人多机的生产条件,锯切加工的精度和效率,锯切的全数控化势在必行.



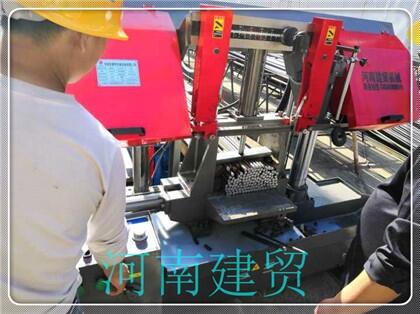
一、人工送料通过人工利用手动送料架将材料送到锯切位置,手动或利用锯床定尺测量需锯切的尺寸,这种方式适合于小规格材料。
二、机械传动送料通过电机、减速机,链轮、链条带动送料辊旋转,操作送料、退料按钮将工件送到双金属带锯条锯切位置。这种方式适用于大规格棒料或板材,精度要求不高,不需要大批量生产的材料。
三、自动送料数控锯床一般采用自动送料,通过液压油缸、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料,当达到设定的锯切时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。
