






锯床系统伺服位置控制模块采用采样插补和预见控制相结合的位置控制(具体控制略),决定关闭送料油缸的位置,使送料油缸停止时刚好达到目标位置。由于电磁机械滞后及运动惯性,通过“通”“断”控制送料滑台移动0.1mm几乎不可能的。为了保证最小送料长度及送料精度,后钳使送料滑台后退到到LK位置,然后向前移动到预测位置LT关闭送料电磁阀。当送料油缸运动停止时后钳夹紧。


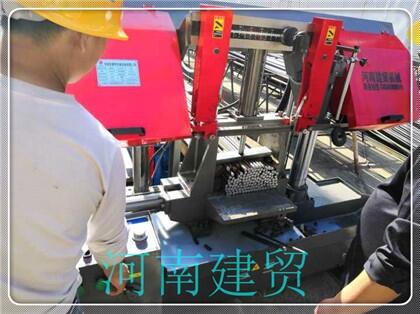
卧式金属带锯床性能特点:
龙门结构,有利于锯切,保证导向精度,锯削稳定可靠.
液压夹紧,锯切下的工件不会松动,避免打齿压损锯带,保护锯带。
锯床传动机构精密平衡校正,减少振动确保锯带不易断齿、拉齿
进给速度是无级调速,锯带速度是变频器调速
