





无锡市宝锦钢铁有限公司位于无锡国家高新区中国储运物流园。水、陆、铁三路交通运输方便快捷。公司主要从事钢材现货销售、代理定轧钢材期货、钢板切割深加工业务以及钢材运输配送一系列配套服务。致力于打造完善的现代化钢材购销网络平台。
无锡宝锦钢板有限公司经销型钢,为莱钢、马钢经销商。公司员工团队近几年来与钢厂风雨同舟,建立了密切的合作关系。国产、进口货源充足,价格优惠,为您提供个性化、的物流服务,订制、加工、配送一单完成,做到让您“满意留下订单,放心全交于我”的服务理念。欢迎广大客户来电垂询!【13812548817】

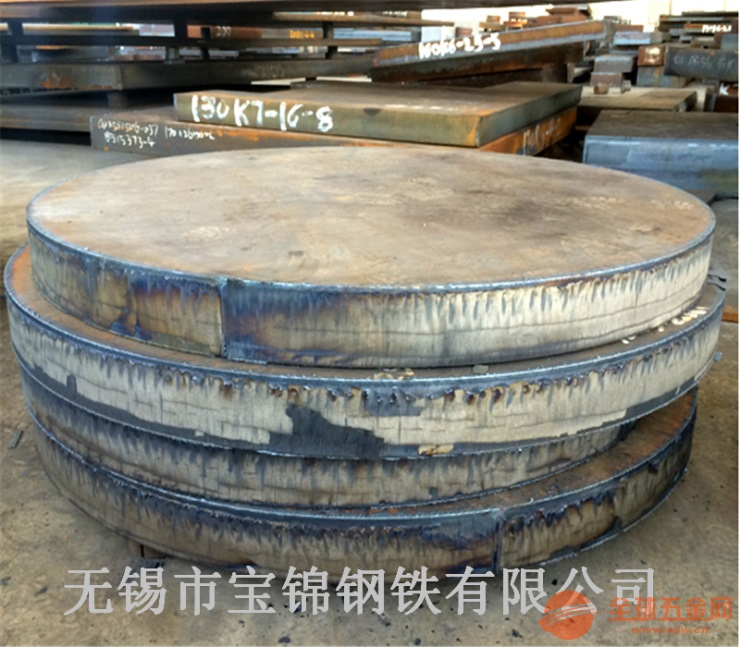
45#钢板下料法兰盘厂家
公司钢板加工部门配套数控火焰切割设备数台、等离子切割设备、钢板折弯卷圆焊接设备及一系列钢板深加工设备。专业服务于6-500mm厚度钢板数控切割及零割下料销售业务。客户只需提供产品图纸,我们从电脑CAD画图——数控编程排版——钢板切割成形——钢板加工成品——钢板运输配送到厂等一站式服务。公司主要从事Q235B普板、Q345B低合金锰板、45#钢碳板等材质钢板的切割与深加工。按照客户的产品图纸要求,预留精加工余量。钢板数控切割异型件、切割法兰圆盘毛坯件、仿形件。钢板外协加工各类机械零部件、模具钢、轴承座、钢结构及焊接预埋件。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。较大的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。有效的减少了在制造大型机械设备配件、齿轮箱、轧机牌坊,轴承座方面的加工量,同时为广大厂家减少钢板加工零部件的工序和加工成本。
公司常年代理经销宝钢、沙钢、济钢、鞍钢、湘钢、汉冶、长达等国内一二类钢厂热轧中厚板、低合金板、锅炉容器板、造船板。年销售现货钢材及钢材期货量约20万吨。销售业务遍布于江苏、山东、安徽、浙江、福建、湖北、辽宁、上海等省市。宝锦钢铁携手国内众多钢企,力求为下游终端企业提供质优价廉的钢材现货以及完善的钢材期货定轧配送平台。较大限度的缩小钢板分销渠道以及繁琐的钢材采购流程,从而大大降低钢板采购成本。真正有效的实现了钢企与厂家的互惠互赢。 

【45#钢板下料法兰盘厂家】钢板下料有哪些优点?
钢板下料是指确定制作某个设备或产品所需的材料形状、数量或质量后,从整个或整批材料中取下一定形状、数量或质量的材料的操作。例如: 要制作一扇门,所测量的长宽高分别记录数值以后,从一整块木料上按长宽高分别切割下。 钢板下料是一种工业领域经常会使用到的材料,它具有润滑力强、可反复、不粘附,耐高温、抗腐蚀、抗辐射、绝缘性强等特点,使用起来性价比非常高,无论是用来耐高温也好、用来绝缘阻电也好、或是重复利用也好,都使它拥有了广泛的使用群体,在各种不同的行业里面,也都拥有着良好的应用性。 通常工厂生产出来的钢板下料都是有着的规格标准的,这样的规格是到处都有出的,购起来非常地方便,对于一般使用者来说,不用多费心思,直接就可以购使用,但是对于很多拿这类材料有着特殊用途,对于板材本身的材质要求高的用户来说,这种普通规格的材料不太符合他们的需求,他们需要更厚一些的、或是更宽一些的板材的话。公司一直坚持把好的服务,好的产品带给客户,在此也热忱欢迎新老客户来电联系咨询切割加工等问题。
两个X方管无缝角筒,长条形中空部X周围没有中空接缝,是通过无缝管模具表面上。挤出的矩形管具有中空部分并且大量使用。A根据流程-通过所述壁的所述分类被直缝焊管X螺旋焊管X厚度分类-通过焊缝气焊管X炉电弧焊接管X电阻焊管RFX低频X焊管-薄壁钢板厚壁钢板应用-通过热管钢板钢板油地质钻探钢板容器钢板异型钢板专用钢板另一个焊接方管被切割的中空方形的。除了肉方管的厚度的厚度,大小和角部的边缘的直线的是,无论冷成形方管的电阻焊接中,R角的大小的至少水平一般是双重的壁厚的倍数之间。

钢板下料的操作是怎样的
钢板下料的技术原理是针对被切割材质而言的,一般是指工业燃气和氧气混合燃烧并达到切割要求的温度,对钢质材料进行熔化、吹渣和分割的。指利用天然气火焰(氧-天然气)将被切割的金属预热到能够燃烧的燃点,再释放出高压氧气流,使金属进一步氧化并将燃烧产生的熔渣吹掉形成切口的。普通天然气带氧燃烧的火焰温度达不到乙带氧燃烧的火焰温度,必须添加增温助燃添加剂才能实现天然气切割所要求达到的切割温度。
钢板数控切割由数控系统和机械构架两大部分组成。与传统手动和切割相比,数控切割通过数控系统即控制器提供的切割技术切割工艺和自动控制技术,有效控制和切割质量和切割效率。钢板零割可以根据用户需要对材料进行加工切割,下面让我们一起来了解一下它的工艺流程。在零割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在五毫米范围内,根据自动切割及切割的不同方式,调整各把割的距离,确定后拖量以及割缝补偿;再次,在进行厚板切割时,预热火焰要大一些,气割气流长度超出工件厚度的三分之一;在钢板上切割尺寸不同的工件时,要先切割小件,再割大件;达到满意的切割效果。









