



供应BORIDE 油石
用磨料和结合剂等制成的条状固结磨具。油石在使用时通常要加油润滑,故名。油石一般用于手工修磨刀具和零件,也可装夹在机床上进行珩磨和超精加工。油石有人造的和天然的两类,人造油石由于所用磨料不同有两种结构类型。①用刚玉或碳化硅磨料和结合剂制成的无基体的油石,按其横断面形状可分为正方形、长方形、三角形、刀形(楔形)、圆形和半圆形油石等;②用金刚石或立方氮化硼磨料和结合剂制成的有基体的油石,有长方形、三角形和弧形油石等。天然油石是选用质地细腻又具有研磨和抛光能力的天然石英岩加工成的,适用于精密机械、钟表和工具等制造行业中的手工精密修磨。
油石一般有六种:绿碳化硅的、白刚玉的、棕刚玉的、碳化硼的、红宝石的(又名烧结刚玉)和天然玉的。
碳化硼油石:粒度在400至1000之间,粒度越小越粗糙,磨削量越大,用于半成刀具的磨削,而其本身硬度强,特别耐磨,油石不易出划横天然玉油石:是油石中粒度最细的一种,只是用于抛光,几乎没有磨削量;在油石上涂上W0.5的金刚石研磨膏后,能把刀的表面磨成镜面红宝石油石:介于碳化硼和天然玉之间,粒度在1000至2000之间,主要用于开刃,刃口锋利,加上W0.5的金刚石研磨膏也能达到镜面的效果,另外,关于金刚石研磨膏,粒度从W40到W0.5,W40最粗,磨削量大,W0.50最细,用于抛光,而且不退火,再硬的刀也能研磨。
使用方法:
把粗的W40的研磨膏涂在碳化硼油石上,可以加快加大磨削量,不退火。然后,要把刀上的粗的研磨膏清洗干净后,再使用W0.5的研磨膏,涂再红宝石或者天然玉上,用于抛光,抛出来的效果就是镜面了。绿碳化硅的、白刚玉的、棕刚玉的这三种油石硬度不够,再加上粒度有点粗,容易把刀磨出划横,而且另外三种油石在抛光、磨削时不会退火。粒度大于1000的就没有什么区别了,主要决定于用的研磨膏了,把W1.5的研磨高涂再1000目的红宝石上,它的研磨效果就是W1.5的研磨高的效果,即2500粒度的油石效果。
研磨膏的型号与粒度对应如下:
W5--1200目
W3.5--1500目
W2.5--2000目
W1.5--2500目
W1--8000目
W0.5--最细,国家标准中未标明具体数值
而碳化硼、红宝石、天然玉是说得三种材质,材质不同,其效果就有出入:
碳化硼-主要磨削
红宝石-主要开刃,加上细粒度的研磨膏,也可以抛光,出镜面
天然玉-只是抛光
磨料代号种类特点用途A粽刚玉硬度高、韧性。适用于中高抗张强度金属材料的磨削,如一般碳素钢、合金钢、可锻铸铁、硬青铜等。WA白刚 硬度高于棕刚玉,磨粒易碎裂,棱角锋利,切削性好,磨削热量小等。适用于材料较硬,热敏感性较强钢的磨削,如淬火钢,高碳钢,一般高速钢、合金钢等的磨削、主要用于工具、办具,模具、齿轮、螺纹、薄壁零件等的靡削及成型磨型。PA铭刚玉 硬度与白刚玉相近,韧性则比白刚玉高,磨粒切削刃锋利,棱角保持性好,耐用度较高。适用于淬火钢、合金钢刀具及工件的磨削以及量具和仪表零件等的精密磨削,也适用于成型磨削。SA单品刚玉 与棕、白刚玉相比硬度高,韧性大,呈单颗粒球状晶体,具有衣好的多棱切削刃,抗破碎性较强 适用于不锈钢,高矾高速钢等硬度高,韧性大及易变形,易烧作工件的磨削加工。MA微晶刚玉磨粒由微小晶体组成,韧性大,强度高,磨粒自锐性好。适用于轴承钢,不锈钢和特种球墨铸铁等的磨削,用于成型磨、切入磨和其他精密磨削。A/WA棕白混合磨料具有棕、白刚玉两者的优点。适用于球墨铸铁由轴、轮轴等工件的磨削用其他磨削。GC绿碳化硅硬度高、脆性大,磨粒锋利,导热性好。适用于硬质合金刀具、工件及有色金属、非金属等的磨削。C黑碳化硅 硬度高,性脆,磨粒锋利,具有一定的导热性。适用于有色金属用非金属材料的磨削。
粒度粒度:
磨具粒度是指磨料颗粒几何尺寸的大小,国家标准按磨粒尺寸的大小将磨料分为41个粒度号。
磨具粒度的选择直接影响到工件加工的表面粗糙度及磨削效率。一般来说,用粗粒度砂轮磨削时磨削效率高但工件表面粗糙度较好,但磨削效率低。总之,在满足工件表面粗糙度要求的前提下,应昼先用粒度较粗的磨具,以保证较高的磨削效率。粒度号使用范围4、5、6、8、10、12、14、16、20、22、24、30用于粗磨及切割等36、40、46、54用于一般要求的半精磨60、70、80、90、100用于一般要求的精磨120、150、180、220、240、W63、W50、W40、W28、W20用于研磨、螺纹磨等W14、W10、W7、W5、W3.5、W2.5、W1.5、W1.0、W0.5用于镜面磨、精细抛光等
硬度大级超软软中软中中硬硬超硬小级D.E.F软1软2软3中软1中软2中1中2中硬1中硬2中硬3硬1硬2Y代号GHJKLMNPQRST硬度
磨具硬度是指在磨削加工时,磨粒从磨具表面脱落的难易程度。
1.在一般情况下,硬度较软的砂轮用来磨削较硬的工件,硬度较碣的砂轮用来磨削较软的工件。
2.磨削时,工件与磨具的接触面大或进给量大时,应把磨具硬度选软些,成型磨削时,为保证工件几何形状的精度,可适当提高磨具的硬度。
3.磨削导热性能差的工件和刃磨刀具时,为避免烧伤、退火,磨具硬度应选软些。
4.高速磨削时,磨具硬度应软些,干磨比显磨用的磨具哽度也应软一些。
结合剂
结合剂是将磨粒粘结成各种形状磨具的材料。常用的磨具结合剂有陶瓷和树脂两大类结合剂代号种类特点用途V陶瓷 具有良好的耐热性和化学稳定性,抗腐蚀性能好,气孔率大,能较好的保持磨具的几保形状,但脆性较大。 适用于内圆磨、外圆磨、无心磨、平面磨、螺纹磨、成型磨、刃磨珩磨、超精磨等。B树脂 具有较高的强度和一定的弹性,自锐性好,耐热性低,生产周期短 适用于磨钢锭 、铸件毛刺、石材表面精加工、世割、抛光等。但该类磨具不具抗碱性溶液。
组织号组织号01234567891011121314磨粒率626058565452504846444240383634组织号
组织号是指磨粒体积占磨具体积的百分率。磨粒所占的比例越大,组织就越紧密;反之就疏松。组织疏松(磨粒率低)的磨具、磨粒间的气孔多,排屑方便,工件散热性好,不烧伤。组织紧密(磨粒率高)的磨具,能保持较好的几保形状,被磨工件的表面粗糙度好,加度高。
磨具安全规则磨具的保管
1.使用单位收到磨具后,应仔细检查是否有裂纹及其他损伤,并认真核对磨具表面有关商标标志是否正确、清晰、齐全
2.磨具在搬运时就小心轻入,防止振动和碰撞,并禁止在地上滚动。
3.磨具存入时应防止受潮、受冻、室温不应低于摄氏5度。
4.树脂磨具不能与碱类物质接触,以免降低硬度和强度,存放时间超过一年者,应重新进行回转强度检验后,方可使用砂轮的正确安装
1.安装前应仔细检查砂轮是不时有裂纹,并用木棰敲击砂轮,听其是否有哑声。若发现有裂纹和哑声,严禁安装使用。
2.校对机床主轴转速是否与砂轮端面标时的最高安全使用速度相符。
3.在安装砂轮时,应使用卡盘紧固,两 卡盘的外径尺寸必须相等。两卡盘与砂轮端面之间,应放上弹性材料制成的厚度为1-1.5毫米的石棉垫、橡胶板或纸板等。并在卡盘圆周外部伸露1毫米以上。
4.外径为150毫米及以上的砂轮,装上卡盘后应先进行静平衡;再安装到磨床上进修整,修整后应再次进行平衡方可使用。
5.砂轮孔径与机床主轴(或轴套)的配合松紧要适当,间隙不易过大。
6.紧固砂轮时,只允许使用专用手动螺母扳手,严禁使用补充夹具或敲打工具,如有多个压紧螺钉时,应按对角顺序旋紧,旋紧力要均。紧固时,应注意螺母或螺钉的松紧程度,压紧到足以带动砂轮并不产生滑动力的程度为宜,防止压紧力过大造成砂轮破损。砂轮的安全使用
1.在开动机床前,应检查机床的防护装置及各种动作的复位开关是否调整到位且牢固。
2.使用的防护罩,应至少罩住砂轮直径的一半。
3.砂轮安装于磨床主轴后,必须进行空转,空转时间不少于5分钟。
4.不是专门使用端面工作的砂轮,禁止使用砂轮端面进行磨削。
5.在进行磨削加工时,禁止使用杠杆推压工件来增加对砂轮的压力。
6.磨削加工或修整砂轮时,吃刀量要适当,并使用专门修整工具修整砂轮。
7.在砂轮停止转动前将冷却夜关闭,以免影响砂轮的平衡性能。
8.禁止使用对磨具结合剂有破坏性的磨削夜。
美国必宝油石
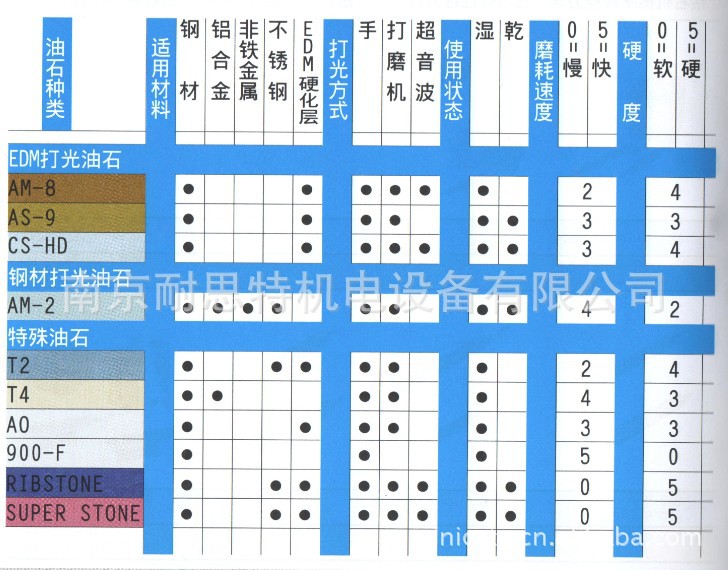
AO美国必宝油石适用于模具钢及除EDM火花纹的强力型研磨石AO是采用纯圆氧化铝粒子,磨石在圆好形状下能维持良好去屑效能,在模腔研磨时尤其表现其特性。
特点与规格:
油石是用磨料和结合剂等制成的条状固结磨具。油石在使用时通常要加油润滑,故名。油石一般用于手工修磨刀具和零件,也可装夹在机床上进行珩磨和超精加工。油石有人造的和天然的两类,人造油石由于所用磨料不同有两种结构类型。
①用刚玉或碳化硅磨料和结合剂制成的无基体的油石,按其横断面形状可分为正方形、长方形、三角形、刀形(楔形)、圆形和半圆形油石等;
②用金刚石或立方氮化硼磨料和结合剂制成的有基体的油石,有长方形、三角形和弧形油石等。天然油石是选用质地细腻又具有研磨和抛光能力的天然石英岩加工成的,适用于精密机械、钟表和工具等制造行业中的手工精密修磨。美国必宝油石,磨具中的种,是用结合剂将磨料按一定要求粘结面成的工具,主要由磨粒,结合剂,气孔组成;
按其形状分,可分为正方油石,长方油石,三角油石,刀形油石,圆形油石及半圆油石等;
按其所用的磨料,可分为棕刚玉,白刚玉,铬刚玉,微晶刚玉,单晶刚玉,绿碳化硅,黑碳硅油石等;
从使用情况来分,一般可分为机用油石和手用油石。美国必宝高级研磨油石,AS-9标准放电油石,AO高效能油石。规格齐全1/16*1/4*6,1/16*1/2*6,1/8*1/8*,1/8*1/4*6,1/8*1/2*6,1/4*1/4*6,1/4*1/2*6,1/4圆,3/8圆等,各粒度齐全。库存丰富,价格优惠。如有需要,AS-9美国BORIDE油石适用于研磨任何一种钢材,在研磨细小精致模具部件有极好表现。AS-9可用于手动研磨。其特别配方供块,顺滑研磨效能。可用于干湿两用磨削。AO美国必宝油石适用于模具钢及除EDM火花纹的强力型研磨石AO是采用纯圆氧化铝粒子,磨石在圆好形状下能维持良好去屑效能,在模腔研磨时尤其表现其特性。正在为AO在生产过程中被填满研磨油,作业时在不需添加太多磨削油。砂号AO220是最后起始石,因应研削效果再运用更粗或更幼的砂号。AO220及AO320去除EDM火纹的最好选择。
